
MalzWelt
Destillerie & Mälzerei in Biberbach - wo Getreide keimt, entsteht Charakter. In unserer MalzWelt in Biberbach beginnt Whisky nicht im Fass – sondern am Feld. Vom Feld in die Flasche – in seiner konsequentesten Form.
Endlich die Destillerie Farthofer besucht! Ein junger sehr engagierte und motivierter junger Mann führte uns durch den Betrieb. Er tat es mit so einer Begeisterung, alles sehr interessant. Anschließend eine Verkostung der guten Bio Qualität an Schnäpsen und den Mostelleria (schmeckte wie Portwein). Sehr zum empfehlen!
- mini pappi
Jede Erwartung erfüllt. Tolle EdelBrände, tolle Einblicke in die Welt der Schnäpse ....
Super Interessante Führung von Doris und Josef.
Ein Abend voll toller Eindrücke - ehrlich, innovativ, weltspitze und geschmackvoll in allen Belangen. Eine klare Empfehlung an alle die noch ehrliches, bemühtes, geschmackvolles Handwerk betrachten und vor allem erleben wollen.
- Martin Beck
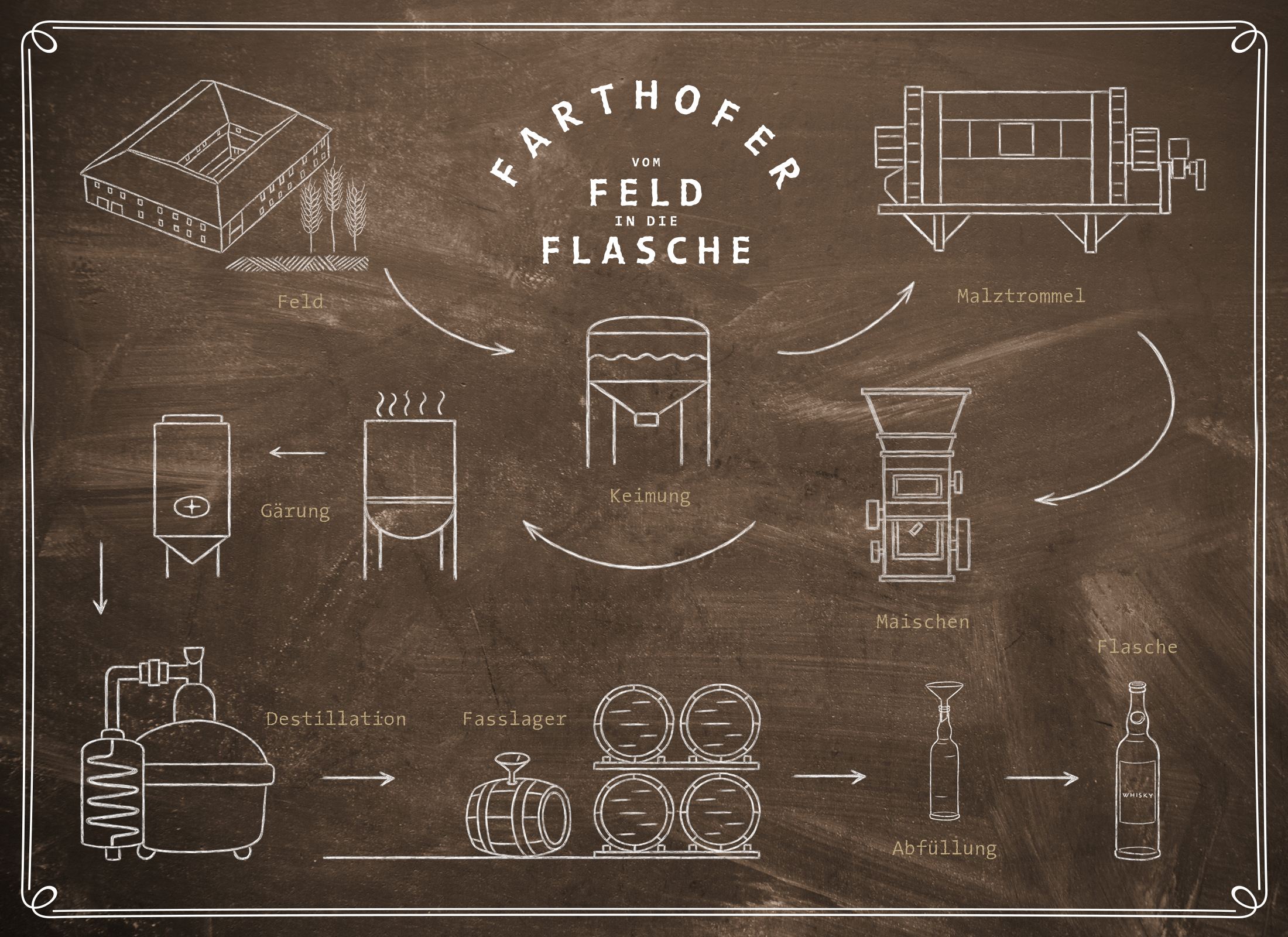
Vom Feld in die Flasche
In unserer MalzWelt in Biberbach beginnt Whisky nicht im Fass – sondern am Feld. Hier bauen wir auf 45 Hektar biologisch bewirtschafteter Landwirtschaft unsere Getreidesorten selbst an, mälzen sie in unserer hauseigenen Mälzerei und destillieren sie mit größter Sorgfalt zu charakterstarken Bio-Whiskys und Getreidebränden.
Was historisch selbstverständlich war, ist heute eine Besonderheit:
Wir haben die Mälzerei zurück in die Destillerie geholt – und damit einen entscheidenden Schritt hin zu echter Unabhängigkeit und kompromissloser Qualität gesetzt.




Unsere eigene Mälzerei
Whisky wird geprägt von drei Dingen:
Getreide, Mälzung und Fassreifung.
Für uns war klar: Wenn wir Bio-Whisky mit Herkunft und Charakter erzeugen wollen, müssen wir auch das Malz selbst herstellen. Industrielles Bio-Spezialmalz – vor allem aus seltenen Urgetreiden wie Emmer oder Nackthafer – ist kaum verfügbar.
Also haben wir 2018 unsere eigene Trommelmälzerei in Betrieb genommen.
Heute können wir:
kleine Getreidechargen individuell verarbeiten
seltene Urgetreide mälzen
Spezialmalze in unterschiedlichen Aromastilen erzeugen
unabhängig vom globalen Malzmarkt arbeiten
Damit gehören wir zu den wenigen Destillerien im deutschsprachigen Raum mit eigener Mälzerei im Haus.
Ein Besuch in der MalzWelt
Begrüssung

Begrüssung
Begrüssung
Tauchen Sie ein in die Whisky- und Malzproduktion inmitten der Felder unserer Bio-Landwirtschaft ein.
Biomasseheizwerk

Biomasseheizwerk
Biomasseheizwerk
Wir begeben uns ins Biomasseheizwerk, wo eine innovative Heiztechnologie mit Elefantengras, Holzschnitzeln und Fruchtkernen CO₂-Emissionen reduziert und einen Beitrag zur Kreislaufwirtschaft leistet.
Mälzerei
Mälzerei
Mälzerei
Beim Rundgang durch die Mälzerei erleben Besucher, wie aus ausgewähltem Getreide durch traditionelle und moderne Verfahren hochwertiges Malz entsteht.
Whisky-Brauerei

Whisky-Brauerei
Whisky-Brauerei
In unserer Whiskybrauerei erleben Besucher, wie unser Malz sorgfältig eingebraut und vergoren wird.
Whisky- & Vodka-Brennerei

Whisky- & Vodka-Brennerei
Whisky- & Vodka-Brennerei
Werfen Sie mit uns einen Blick hinter die Kulissen und besichtigen Sie unsere Brennerei, Österreichs einzigartige Whisky & Vodkaanlage. Dort erfahren Sie alles über unsere ökologische Kreislaufwirtschaft.
Verkostung
Verkostung
Verkostung
Überzeugen Sie sich selbst von der Qualität unserer Whiskys und verkosten Sie die edlen Tropfen. Selbstverständlich steht auch unser biologisches Malz für Sie zur Verkostung bereit.
Klicken zum Laden des 3D-Rundgangs
Besuch in der MalzWelt anfragen
Für wie viele Personen planen Sie den Besuch?
Informationen rund um Ihren Besuch in der Malzwelt
Öffnungszeiten
Montag - Freitag: 10:30 Uhr (Vormittag)
Montag - Freitag: 14:30 Uhr (Nachmittag)
Nur Gruppenführungen (ab 5 Personen)
Mit Voranmeldung über unser Online-Formular. Bei Führungen mit weniger als 5 Personen müssen wir leider absagen.
Preise
Gruppenführung ab 10 Pers.: 16,50 € / Person
Normalpreis: 18,00 € / Person
Absage von Führungen
Sie erhalten von uns im Vorfeld eine Information per E-Mail sollte tatsächlich eine Führung auf Grund der Mindestanzahl an Teilnehmern nicht stattfinden können.
Event buchen
Ihr Special-Event in der Malzwelt
)
MalzWelt
Destillerie & Mälzerei in Biberbach - wo Getreide keimt, entsteht Charakter. In unserer MalzWelt in Biberbach beginnt Whisky nicht im Fass – sondern am Feld. Vom Feld in die Flasche – in seiner konsequentesten Form.
Jetzt buchen)
Meierhofkeller
Der größte Whisky-Keller des gesamten Mostviertels. Wo einst Most reifte, reift jetzt Whisky.
Jetzt buchenIhr eigenes Fass
In der MalzWelt entsteht auch Ihr persönlicher Whisky.
Mit unserem Fasskonfigurator können Sie:
Getreidesorte wählen (gemälzt oder ungemälzt)
Fassart bestimmen
Reifedauer festlegen
Abfüllart definieren
Ihr Fass kann bei uns im historischen Stiftskeller Seitenstetten reifen – unter optimalen klimatischen Bedingungen.

MalzWelt & Mostelleria
Während die Mostelleria in Öhling unsere Genuss- und Erlebniswelt rund um Mostello und Edelbrände ist, steht die MalzWelt in Biberbach für:
Getreide
Mälzung
Destillation
Whisky-Handwerk
Zwei Standorte.
Eine Familie.
Ein Prinzip: Vom Feld in die Flasche.




